










�����о��ı����c��(w��n)�}
���������͚��M(j��n)�ںͺ����͚�a(ch��n)�I(y��)�����҇�(gu��)�����b������I(y��)����Ҫ�M�ɲ��������p̼Ŀ��(bi��o)�͇�(gu��)��(n��i)�͚����M(f��i)���L(zh��ng)�ı����µõ����ٰl(f��)չ�������a(ch��n)��ݔ�ͭh(hu��n)�����������߉���-162�泬�͜������g���ͺ��Եȷ���Ҫ�����������ڏ���ڲ��P䓺���������иߏ�(qi��ng)�ȡ������g�Լ����õĵ͜��������ܿ˷��O�˜ض����߉������g�O�˭h(hu��n)�������҇�(gu��)�����͚��M(j��n)�ں��_(k��i)�l(f��)���ɻ�ȱ�Ļ��A(ch��)�ܲ���������Ј�(ch��ng)��(du��)��ڏ����P䓺����������ӣ��ҹܲĴ��������M(j��n)�����ڽ�؛�������g(sh��)���������g(sh��)��(bi��o)��(zh��n)�Ͼ��O(sh��)���T������(du��)�҇�(gu��)���P(gu��n)�ИI(y��)�γɱډ�������@�N�����ԭ������������(g��)���棺
����1�����y(t��ng)JCOE�Ƃ䷽ʽ����(y��ng)�������a(ch��n)���ڲġ������׳��F(xi��n)�ں������_(k��i)�ڶȲ�һ�¡��A�Ȳ����ȱ������(y��n)�صČ����F(xi��n)�����ޏ�(f��)����(b��o)�U��Ŀǰ��ڏ���ڲ��P䓺������a(ch��n)���g�h(hu��n)��(ji��)���ߣ���Ʒ�ʵ����M�㲻�˶�Ʒ�N����Ҏ(gu��)��a(ch��n)Ʒ�B�m(x��)�����a(ch��n)������
����2����ڏ���ڲ��P䓺��������a(ch��n)���g(sh��)����������(d��o)���ڷ����^(gu��)���ИO�׳��F(xi��n)���ܡ�����ð�������Ρ�����©���ȬF(xi��n)�a(ch��n)Ʒ�����y�ԝM��O�˭h(hu��n)�����������͚�ݔ��·��(du��)�ߴ��c�͜��g��Ҫ����Ӈ�(y��n)����������c(di��n)�_(k��i)չ�P(gu��n)�I���g(sh��)�о��������ܲķ����О����Ҫ�ֶΡ�
����3��Ŀǰ��(gu��)��(n��i)���е��O(sh��)����Ǐć�(gu��)���M(j��n)�ڻ��߇�(gu��)��(n��i)���_(t��i)�O(sh��)�䰴����M���xɢ�ͮa(ch��n)�����O(sh��)��r(ji��)���F��ȱ�������аl(f��)�Ľ�(j��ng)�(y��n)�c�����������Ҫ�Y(ji��)�ϴ�ڏ���ڲ��P䓺��ܳ�����Փ����ˇ���о�������c�a(ch��n)������һ�µ��b��Y(ji��)��(g��u)��ʽ�c���a(ch��n)���������ƴ�ڏ���ڲ��P䓺����b����ه�M(j��n)�ڵĬF(xi��n)�
������Ҫ?ji��ng)?chu��ng)��(n��i)��
�����(xi��ng)Ŀ�F(tu��n)�(du��)��(j��ng)�^(gu��)ʮ�����(li��n)�Ϲ��P(gu��n)����Q�˳����c���ӵĆ�(w��n)�}���ڴ˻��A(ch��)���o���Ƃ乤ˇ����̎�����g(sh��)�Լ��c֮ƥ����b�䡣��(g��u)�������������B�m(x��)���Ӆf(xi��)ͬ�ӹ��wϵ����Q���w�����c��������һ���ԵĆ�(w��n)�}���ںϺ����Ĺ�ˇ�ƶȡ���̎�����g(sh��)�Լ��c֮ƥ����b�����Ƃ���M���Ј�(ch��ng)����Ĵ�ڏ���ڲ��P�ֱ�p�������係�w˼·��D1��ʾ��
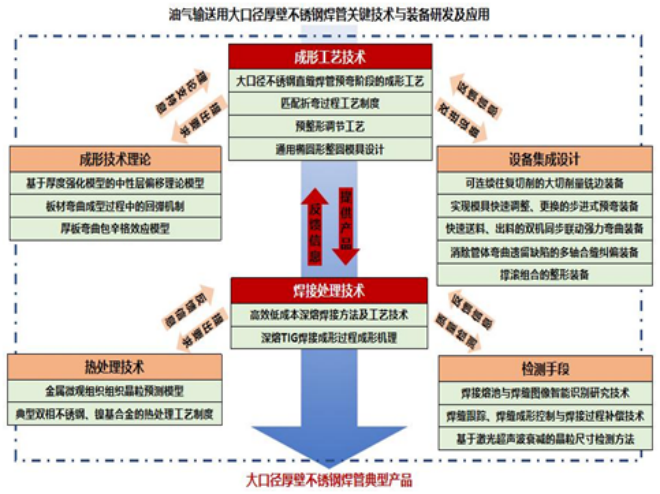
�D1 ��ڏ���ڲ��P䓺��ܿ��w˼·
������(chu��ng)���c(di��n)һ�����ں�ڰ�����Ԍ�ƫ���������؏���������Ч��(y��ng)��Փ����(g��u)���˫@�ð�߅�A(y��)�������w�B�m(x��)�ۏ��c�������η������鹤ˇ�ƶ����b���аl(f��)�ṩ����Փ����(j��)���γɲ�ͬҎ(gu��)��a(ch��n)Ʒ�ε����ۏ��^(gu��)�����Ԍ�ƫ���������6%-18%�����؏������0.8%���Ⱦ���(zh��n)��������Q�˹��w�ۏ������^(gu��)�̳ߴ�ƫ���cȱ���y�}��
�����_(k��i)չ��(y��ng)�����Ԍ��c�����Č�ƫ��Ҏ(gu��)���о�����(g��u)�����ں�ȏ�(qi��ng)��ģ�͵����Ԍ�ƫ�Ʒ��������o���A(y��)�y(c��)���w�ۏ��^(gu��)��ÿ���ιܱڜp�����Լ�������������(sh��)�F(xi��n)ԭʼ���Ͼ��_�������_(k��i)չ��ď��������^(gu��)�̻؏��C(j��)���о�����(g��u)������Ч�����ۏ��Ƕȵķ������؏���ƽ��ֵ�s�����0.8%���ң���(sh��)�F(xi��n)�˰����ۏ�ж�d��؏����ľ��_�A(y��)�y(c��)����Ч������w���γ��F(xi��n)���p�_(k��i)���^������A�Ȳ���ȱ�����_(k��i)չ��ď����^(gu��)�̼�/ж�d�^(gu��)���а�����Ч��(y��ng)�о�����(g��u)����叝��������Ч��(y��ng)�������c��(sh��)�H�y(c��)���`��С��10%�����ڲ��P䓺���JCOE���ι����й��w�A(y��)�����B�m(x��)�ۏ����ι�ˇ�ƶ��ṩ���g(sh��)����(j��)��
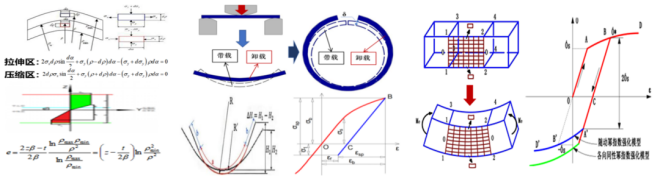
�D2 ��ڰ�����Ԍ�ƫ�ơ������؏���������Ч��(y��ng)�ȷ���
������(chu��ng)���c(di��n)�����о��˹��w�����^(gu��)���P(gu��n)�I����ģ�ߘ�(g��u)������ʾ�˲�ͬ���|(zh��)��Ҏ(gu��)��a(ch��n)Ʒ�����^(gu��)�̵�׃��Ҏ(gu��)�����@�ÝM�����a(ch��n)����ij��ι�ˇ���g(sh��)�wϵ����Q�˳����^(gu��)���Юa(ch��n)��ȱ�ݵȼ��g(sh��)�y�}��
�����_(k��i)չ�A(y��)��ģ�ߌ�(du��)��ڏ���ں������A(y��)���A�ε�Ӱ�Ҏ(gu��)���о����ƶ����M���ڏ����P�ֱ�p�����A(y��)���A�εij��ι�ˇ����(g��u)���ɝM�㲻ֱͬ�����ں�ܲĵİ����A(y��)�����ΰ�ģ�������ڹ���ֱ߅��߅�D(zhu��n)׃�^(q��)����A(y��)��ģ���^(gu��)�ɶ�������ģ����λ�(y��u)���O(sh��)Ӌ(j��)��������ĺ��ÿ����10mm���^(gu��)�ɶνǶ�����1�����^(gu��)�ɶΏ���������9mm���ң���Ч��(sh��)�F(xi��n)��ģ�����г��c���d��ʽ����(zh��n)��������(sh��)�F(xi��n)�˲�ֱͬ�����w����һģ���õ�Ч�����_(k��i)չ����ۏ������^(gu��)�̲��M(j��n)ʽ�B�m(x��)���������о�����(y��u)������ģ�߉���������ģ���_(k��i)�ڶȼ������εȹ�ˇ����(sh��)���ۏ�������ģ�߉���������ģ�_(k��i)�ڶ����ۏ�����(y��u)���O(sh��)Ӌ(j��)����������˹��w�ߴ羫�ȣ��M�㲻ͬҎ(gu��)����w���a(ch��n)���(y��u)�ۏ����ι�ˇҪ������(sh��)�F(xi��n)�˹��w�Ƃ��A�θ�Ч�������_�����_(k��i)չ�A(y��)���ΙC(j��)�����ɶȺϿp�о�����(y��u)���˺Ͽp݁λ�����S���½Ƕȵ��{(di��o)��(ji��)��ˇ����(g��u)�����ڲ�ͬ�_(k��i)�ڶ��A(y��)�����{(di��o)�������c�P(gu��n)�I���g(sh��)�������Ρ������Ρ����e(cu��)߅��������ȱ�݃�(y��u)���C(j��)������(sh��)�F(xi��n)�˹��w���p����(zh��n)��(du��)������߹��w�����|(zh��)����
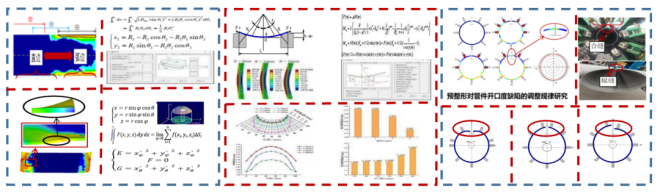
�D3 ���w�����^(gu��)���P(gu��n)�I����ģ�ߘ�(g��u)���O(sh��)Ӌ(j��)�����c��ˇ�{(di��o)�ؼ��g(sh��)
������(chu��ng)���c(di��n)�����_(k��i)�l(f��)�˺����۳��c���p�D�������R(sh��)�e��ۙ�����p�������ܹ�ˇ���Ƽ��g(sh��)�����p�|(zh��)����ȫ���̱O(ji��n)���c��(d��ng)�B(t��i)��(y��u)�����g(sh��)���۳��ΑB(t��i)�R(sh��)�e���_���_(d��)96.34%�����pȱ���R(sh��)�e�͙z�y(c��)��(zh��n)�_���_(d��)95%���ϣ����ӳɱ�����30%������Ч�����10����
�����_(k��i)�l(f��)���M���ֱ����ں��ܺ�������ĸ�Ч�ͳɱ����ۺ��ӷ�������ˇ���g(sh��)���_(k��i)չ����TIG���ӳ����^(gu��)�����W(xu��)���������ß���������M(j��n)������TIG���Ӕ�(sh��)ֵģ�M���@��������TIG���ӳ����^(gu��)�̹�ˇ����(g��u)�����ں��p�۳ؼ����̳��κp�Π�IJ�ϵ�y(t��ng)���@���˺����۳��c���p�D�������R(sh��)�e���g(sh��)���_(k��i)չ����ҕ�X(ju��)���С�늉��������Ϣ�ںϵ��۳�������(sh��)��(j��)�ɼ�ϵ�y(t��ng)�о������պ��p��ۙ�����p���ο����c�����^(gu��)���a(b��)�����g(sh��)���۳��ΑB(t��i)�R(sh��)�e�������_���_(d��)96.34%����(zh��n)�_�ʺ͙z�y(c��)Ч���_(d��)95%�������@�ú����^(gu��)�̺��p�����|(zh��)�����ܿ�������(zh��n)�_���A(y��)�y(c��)�۳����W(xu��)�О鼰�ی���ò���_���˺�ں��ܺ��p�|(zh��)���c���w���P䓲��ϵ�����һ���ԣ���ߺ����|(zh��)��������Ч����
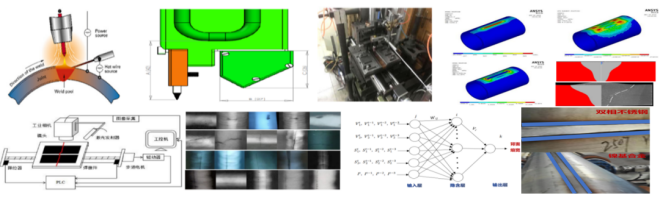
�D4 ���w��ڲ��P䓺��܈D���(d��ng)�B(t��i)�R(sh��)�e�������a(b��)��?sh��)ĸ�Ч���ӷ��?/div>
������(chu��ng)���c(di��n)�����_(k��i)�l(f��)�˿Ɍ�(sh��)�F(xi��n)���p�cĸ������һ�����{(di��o)���������ߴ��ھ��z�y(c��)�������P(gu��n)�I���g(sh��)����(sh��)�F(xi��n)�˹ܲğ�̎���^(gu��)�̽M�������c������Ą�(d��ng)�B(t��i)�{(di��o)�����ھ��������`��С��10%����Q�˾������A(y��)�y(c��)�y�����p�_(k��i)�������Ӳ����c���w����һ���Բ���y�}��
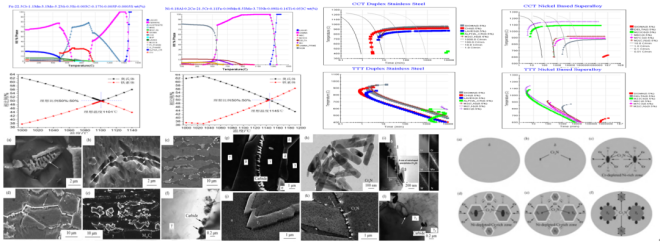
������(g��u)�����^�M�������A(y��)�y(c��)�������l(f��)�F(xi��n)�˹ܲ��ڲ�ͬ�ض��µĽM���������ٽY(ji��)���������L(zh��ng)���׃��Ҏ(gu��)�ɣ���(sh��)�F(xi��n)�˾����Ⱦ��_�������������ⳬ��˥�p�ľ����ߴ�z�y(c��)��������(sh��)�F(xi��n)�˹ܲ��^�����ߴ���ھ���(sh��)�r(sh��)�z�y(c��)�����ڳ��κ�Ĺܲ����M(j��n)�П�̎���О錍(sh��)�F(xi��n)�ܼ����p�cĸ�ĽM���c���ܵ�һ�������о��p��P���懻��Ͻ���׃Ҏ(gu��)�t���U���ڲ�ͬ�ضȗl���µ���׃��������(g��u)���Ɍ�(sh��)�F(xi��n)���p�ͻ��w����һ���Ե��P(gu��n)�I���g(sh��)���Y(ji��)��CCT��TTT����������o(w��)Ч���к��ضȣ��γɵ����p��P���懻��Ͻ�ğ�̎����ˇ�ƶ���
�D5 ��ڲ��P䓺��ܟ�̎���^(gu��)�̽M�����������������׃�C(j��)��
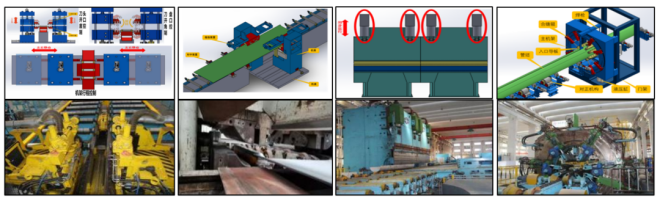
������(chu��ng)���c(di��n)�������Ƴ���ڏ���ڲ��P䓺��ܳ����b�䣬��(g��u)���˷nj�(du��)�Q���õİ�߅�A(y��)�������w�B�m(x��)�ۏ����P(gu��n)�I�Y(ji��)��(g��u)��ʽ����(sh��)�F(xi��n)�˹�ˇ�c�O(sh��)��ļ��Ʉ�(chu��ng)�����γɦ�219-��1219mm���ں�80mm���L(zh��ng)��12500mmϵ�Юa(ch��n)Ʒ���a(ch��n)���g(sh��)��Ч�����2�����ϡ�
�����l(f��)�������B�m(x��)����(f��)�����Ĵ��������߅�b������(g��u)������푑�(y��ng)��ں��ܺ��p���Ǵ�����������Ķ൶�^������ʽ�c���ٶ��������������^�Ƕ��{(di��o)���ĽY(ji��)��(g��u)��ʽ�����a(ch��n)Ч������2���������l(f��)������ں��ܰ�߅�A(y��)��������e(cu��)߅�nj�(du��)�Q������ʽ�c�����满�νM�ϴ��L(zh��ng)������ʽ���Ɍ�(sh��)�F(xi��n)ģ�߿����{(di��o)�������Q�IJ��M(j��n)ʽ�A(y��)�����A(y��)��߅2800mm������ģ��Ͷ�Y����y(t��ng)�A(y��)���b�õ�40%����(g��u)���˺�ں��ܹ��w��������ĸ߄��ȡ�C���νY(ji��)��(g��u)������ʽ�c�����p�C(j��)�M���B�m(x��)�ۏ��O(sh��)��Y(ji��)��(g��u)��ʽ���l(f��)�����������������ϵ��p�C(j��)ͬ��(li��n)��(d��ng)�ď�(qi��ng)�������b�䣬�C(j��)�M����2��3000t��ͬ�������_(d��)����0.1mm���l(f��)������ں��ܹ��w�����ɶȺϿp�Y(ji��)��(g��u)��ʽ���������w���������^(gu��)���z��ȱ�ݵĶ��S�Ͽp�mƫ�b�䣬��(sh��)�F(xi��n)���ܺ��ӽ����˞��������{(di��o)�ٷ�����0.2m/s-0.7m/s��
�D6 ��ڏ���ڲ��P䓺��ܸ��|(zh��)��Ч�Ƃ�ij����b��
������(y��ng)����r�c��
�����(xi��ng)Ŀ�ڇ�(gu��)��973Ӌ(j��)������(gu��)����Ȼ�ƌW(xu��)������ɽ��ʡ�ش��(xi��ng)����(gu��)�һ��Ӌ(j��)���a(ch��n)�I(y��)��ʾ���(xi��ng)Ŀ���ش��(xi��ng)��֧������ͨ�^(gu��)ʮ����(li��n)�ϼ��g(sh��)���P(gu��n)���l(f��)���˽�(j��ng)��(j��)��Ч��JCOE�B�m(x��)�ƹܹ�ˇ�Č��м��g(sh��)������ȫ������֪�R(sh��)�a(ch��n)��(qu��n)���חl��ڏ���ڲ��P䓺����b�䣬�M���������a(ch��n)�Ķ�Ҏ(gu��)������Ʒ�N��Ҫ��ϵ�Юa(ch��n)Ʒ���w�_(d��)�����mOutokumpu���n��(gu��)EEW��˾����(gu��)Buttingͬa(ch��n)Ʒˮƽ������ָ��(bi��o)��(y��u)�ڇ�(gu��)��ˮƽ�����(xi��ng)Ŀ�ѫ@����59�����l(f��)������30������ܛ��������(qu��n)11����Փ��59ƪ������ˇ�(gu��)�Ҙ�(bi��o)��(zh��n)16�(xi��ng)��
�����a(ch��n)Ʒ�ё�(y��ng)���ڡ�һ��һ·�����_˹���R��LNG2Һ����Ȼ���(xi��ng)Ŀ��������������(gu��)��ʯ��˾Kurvers Piping����ԭ��ݔ�ܾ��(xi��ng)Ŀ�������˹�����CPF3�(xi��ng)Ŀ�Լ�ɽ�|LNG����վ���V��LNG����վ�����LNG����վ���㽭ʯ����4000�f(w��n)��/���һ�w���(xi��ng)Ŀ��230���(xi��ng)���������(xi��ng)Ŀ����Ӌ(j��)�N�۽�10�f(w��n)������(sh��)�F(xi��n)�N��24�|Ԫ������4.55�|Ԫ�������҇�(gu��)���P䓺��ܮa(ch��n)�I(y��)���w��(j��ng)��(zh��ng)������(du��)�����߶��b������ˮƽ����(gu��)�a(ch��n)�������^��F(xi��n)��(sh��)���x��
